我公司技術人員對某石化設備Y型過濾器節點焊縫分別采用JB/T4730.3-2005超聲標準和美國石油協會(API)相應的標準進行超聲檢測,將其結果做了比較分析。
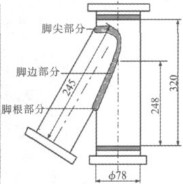
Y型過濾器實物如圖1所示,采用無縫鋼管焊接而成,管的直徑都是78mm,兩管軸線夾角為25°,其他幾何尺寸如圖2所示。無縫鋼管材質為16Mn,壁厚11mm。焊接方法為手工焊單面焊接,焊接缺陷種類與手工焊相同。
圖1 Y型過濾器實物圖 圖2 Y型過濾器幾何尺寸

一、依據JB/T4730.3-2005進行超聲檢測
采用HS600數字式超聲波探傷儀,依據JB/T4730.3-2005超聲檢測標準、利用2.5MHZ9×9K2.5、2.5MHZ9×9K1斜探頭進行探傷。
Y型過濾器主體焊接完畢后,如圖3所示:①采用GS-3標準試塊制作距離-波幅曲線,利用對比試塊測出耦合聲能損失差,從進液管壁檢測管座角焊縫腳尖部分;②采用CSKⅡAm標準試塊制作距離-波幅曲線,利用對比試塊測出耦合聲能損失差,從進液管壁檢測管座角焊縫腳根、腳邊部分部分。
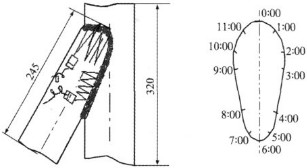
圖3 Y型過濾器節點管座焊縫檢測示意圖
二、依據 API相應的標準進行超聲檢測
采用HS600數字式超聲波探傷儀,依據API超聲檢測標準,探頭采用5Z10×10A70(60、45),按APIRP2XA級的對比試塊作好不同角度(45°、60°、70°)Φ1.6 mm×38 mm、1.6 mm×1.6 mm×38 mm兩種反射體DAC曲線(需要考慮靈敏度補償;還須考慮表面耦合、材質及曲率補償)。缺陷定位通過以下三方面實現:①確定缺陷所處的焊縫截面的鐘點數或離某一整點鐘點數的距離;②確定缺陷所在的三個縱向區域:支管側熔合區,焊縫中間區,還是主管側熔合區;③確定缺陷所在的三個橫向區域:焊縫上部為3區,有效焊縫厚度T對應部分稱為有效焊縫區(2區),有效焊縫區以下部分焊縫稱根部(1區)。如圖4 所示。
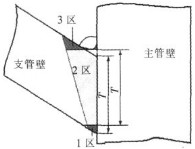
圖 4 焊縫分區示意圖
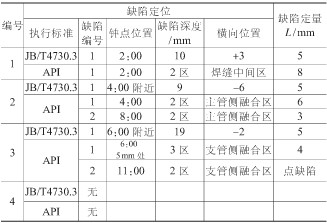
檢測了4個Y 型過濾器節點焊縫,檢測結果如表1。執行API 標準時步驟繁瑣,但適用范圍廣。JB/T4730.3-2005標準當兩管軸線夾角較小時可用。從以上結果分析,執行兩種標準檢測結果基本吻合。
表1檢測結果對比
地 址:上海市金山區興塔工業區
咨詢電話:021-5736 2601
手機號碼:138 1635 7694
電子郵箱:hanyuev@163.com
網 址:http://www.188kaoshi.com
 網站首頁
網站首頁